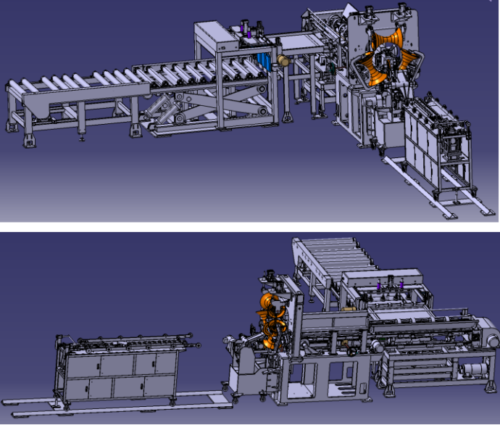
Automatic sheet rolling & longitudinal seam welding machine (hereinafter referred to as seam welder) is an important device for producing metal Steel drums. Its working principle belongs to the scope of resistance welding: that is, after the workpieces are assembled, the electrode applies pressure and the current flows through the steel plate. The contact area of the overlap and the adjacent area generate resistance heat, thereby forming a series of overlapped nuggets to obtain an airtight weld. The welding method adopted by this equipment is roll seam welding. The electrode is a cylindrical roller. Its width is larger than the overlap of the steel plate to control the thickness of the joint. Welding uses a large electrode pressure and continuous welding current. By controlling welding specifications, including parameters such as electrode pressure, welding current, and welding speed, stable welding quality can be obtained, and seam welding procedures for longitudinal welds with a diameter of 560mm to 571.6mm can be completed. The operation flow of this equipment: Manually put the cut sheet on the pedal, and automatically transfer it to the automatic slitter. After being automatically conveyed into the machine and rolled into a cylindrical shape, the spot welding is not necessary, that is, the steel drum is longitudinally welded. Seam welding machine, automatic unloading.
The rolling and welding process is divided into four process steps: feeding, trimming, rolling, welding, and unloading; the advancing direction of the feed is perpendicular to the forming axis of the parts at each station of rolling and welding coaxial, unloading is parallel to the previous step. The area requirement is not less than 10X7㎡。
The roll part is composed of three pressing rollers, a fixing device and an adjusting mechanism. The blank quickly enters between the pressure rollers through the feeding mechanism, and is formed into a cylindrical shape by rolling deformation between the three rollers. The deformation diameter of the drum can be changed by adjusting the distance between the left roller and the fixed roller and the pressure roller.
About Welding power:Adopt variable frequency power supply, accurate and fastcurrent control, stable load balance in the power grid, constant welding current, and ensure welding quality. It can also save some energy.

Our Engineer Waiting for you